

为了让您更地了解我们的哪里可以定制6+6堆焊耐磨钢板,我们精心制作了产品视频。我们将带您领略产品的非凡之处,让您对它有更深入的了解和认识。
以下是:哪里可以定制6+6堆焊耐磨钢板的图文介绍

1、伪劣钢材易出现折叠,折叠是钢材表面形成的各种折线,这种缺陷往往贯穿整个产品的纵向.2、伪劣钢材外表经常有麻面现象,麻面是由于轧槽磨损严重引起钢材表面不规则的凹凸不平的缺陷.3、伪劣钢材表面易产生结疤,原因主要是伪劣钢材材质不均匀,杂质多.其次是伪劣材厂家导卫设备简陋,容易粘钢,这些杂质轧辊后易产生结疤.4、伪劣材表面易产生裂纹,原因是它的坯料是土坯,土坯气孔多,土坯在冷却的过程中由于受到热应力的作用,产生裂痕,经过轧制后就有裂纹.5、伪劣钢材无金属光泽,呈淡红色或类似生铁的颜色,原因在于它的坯料是土坯并且伪劣材轧制的温度不标准,他们的钢温是通过目测的,这样无法按规定的奥氏体区域进行轧制,钢材的性能自然就无法达标.6、伪劣钢材的内径尺寸波动较大,原因是l、钢温不稳定有阴阳面.2、钢的成分不均匀.3、由于设备简陋,地基强度低,轧机的弹跳大.会出现有同一周内内径变化较大,这样的钢筋受力不均匀易产生断裂. 各种高铬耐磨钢板钢材长度尺寸是各种钢材的基本尺寸,是指钢材的长、宽、高、直径、半径、内径、外径以及壁厚等长度,今天我们就一起看看方管的长度尺寸。1、一般以方管的外径D、内径和壁厚S的毫米( mm )数标定。2、每种方管有规定的不同尺寸,如无缝钢管外径50mm的,壁厚有 2.5 -10mm 的15种;或者说相同壁厚5mm的,外径有32 -195mm的29 种。又如焊接钢管公称口径25mm的壁厚有3.25mm的普通钢管和4mm的加厚钢管。复合耐磨钢板


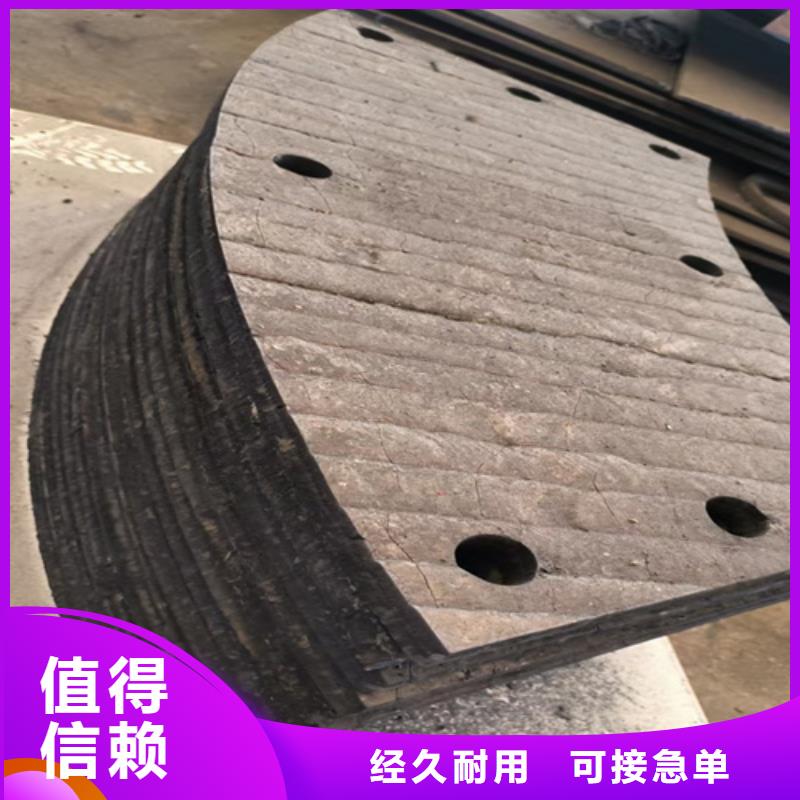
坡口的加工:复合钢板坡口的加工方法,可根据焊接构件的尺寸、本地形状与本单位加工条件选用。一般有以下几种方法:1、本地刨削与车削。对有角度要求的坡口,可以在钢板下料后,采用刨床或刨边机对钢板边缘进行刨削;对圆形工件或钢板开坡口,可以采用车床或钢板坡口机、本地电动车板机等对其边缘进行车削。采用刨削与车削方法可加工各种形式的坡口。2、本地铲削。用风铲铲坡口或挑焊根。3、本地碳弧气刨。利用碳弧气刨枪对钢板坡口加工或挑焊根,与风铲相比,能劳动条件且效率较高,特别是在开U形坡口时 为显著。缺点是要用直流电源,刨割时烟雾大,应注意通风。对已加工好的坡口边缘上的油、本地锈、本地水垢等污物,焊前应 掉,以利于焊接并获得质较好的焊缝,清理时可根据污物种类及具体条件选用钢丝刷、本地电动或风动钢丝刷轮、本地气焊火焰、本地铲刀、本地锉刀等,有时要用除油剂(汽油、本地丙酬、本地四氯化碳等)清洗。复合耐磨钢板



在生产中比较容易出现外折叠缺陷,影响产品质量,需要加以控制。分析后发现,外折叠有多种元素偏析造成氧化质点,有折叠带,折叠中部有氧化物,在外折叠中存在过量的Al、当地Mg、当地Ca、当地S、当地P、当地Mn、当地Si元素,特别是在晶界处有20μm左右的脆性夹杂物SiO2和硅酸盐,出现沿晶断裂,而上述脆性夹杂物是外折叠形成的主要原因。针对37Mn5复合弯管钢管外折叠生,进一步跟踪分析得出连铸坯生产存在严重的脆性夹杂物。其解决措施为:转炉冶炼工序:1)一次拉碳命中,避免后吹,终点碳控制>0.10%;2)提高转炉挡渣效果,严格控制下渣量,出港过程采用挡渣,出钢后钢包顶渣厚度<50mm;3)采用双渣法操作,控制钢水的磷含量。双金属弯管连铸工序:1)采用钢包、当地中间包保护浇铸并吹氩密封,实现无氧化保护浇铸;2)浇铸温度:中间热度在20℃以内;3)采用结晶器液面制动控制、当地电磁搅拌;4)采用保护渣,铸坯表面质量。精整工序:为降低白点造成氢致裂纹,应对钢坯和棒材采用缓冷工艺。复合耐磨钢板



海南【多麦金属】高锰耐磨耐候钢板生产厂家常年销售 12cr1mov合金钢板。在 12cr1mov合金钢板行业中有较高的信誉。
服务三保: 保证质量、保证时间、保证数量
服务宗旨: 雄厚的实力、优质的产品、
经营原则: 顾客至上、质量优良、品种齐全、价格合理。
海南【多麦金属】高锰耐磨耐候钢板生产厂家秉承诚信服务、恪守信誉的宗旨,欢迎您的来电、咨询,我们将竭诚为您服务。

